




|


- 品牌:东源
- 货号:1
- 价格: ¥12482/台
- 发布日期: 2020-01-16
- 更新日期: 2026-04-05
| 外型尺寸 | 定制 |
| 品牌 | 东源 |
| 货号 | 1 |
| 用途 | 广泛 |
| 型号 | QHQ |
卷扬式启闭机主要适用于水利水电工程中用来启闭闸门的装置,主要功能是关闭泄水,进水及尾水孔口,调节发电量,泄洪排漂,控制船只通行等。QPQ双吊点卷扬启闭机现在大多数是以电动机为动力,中小容量规格可配手摇装置,方便于人工随时启闭闸门。产品由电动机、联轴器、传动轴、减速器、制动器、开式齿轮、卷筒部分、主令控制器、机架、滑轮等部分组成。产品起吊的钢丝绳穿过滑轮、定滑轮及平衡轮,两头分别用压板固定于卷筒左右螺旋槽的端部(或中间部)。工作时,电动机的动力通过联轴器、减速器及开式齿轮带动卷转动,钢丝绳在螺旋槽内收进或放出,使闸门得到启闭。主令控制器可控制闸门的上、下限定位置,制动器可使闸门停留在所需要的任何位置。单调点卷扬启闭机要达到预想的效果同时很好的保护卷扬式启闭机,在实际的运行的运行中要根据水工建筑物的布置形式和输水调度运行的要求,需要在沿线各检修闸处调节流量,延长各出口闸的关门时间。数模计算得佳关门时间为40min左右,即要求启闭机的启闭速度不大于0.1m/min。这一速度远小于普通卷扬启闭机的启闭速度(1.0~2.5m/min),因此,需要采用特殊的固定慢速卷扬启闭机。
单调点卷扬启闭机要达到预想的效果同时很好的保护卷扬式启闭机,在实际的运行的运行中要根据水工建筑物的布置形式和输水调度运行的要求,需要在沿线各检修闸处调节流量,延长各出口闸的关门时间。数模计算得佳关门时间为40min左右,即要求启闭机的启闭速度不大于0.1m/min。这一速度远小于普通卷扬启闭机的启闭速度(1.0~2.5m/min),因此,需要采用特殊的固定慢速卷扬启闭机。除了对工作人员有着高的要求之外,在使用之前,也需要对设备进行全面的检查,及时了解好相关的零部件是否连接紧密,螺栓有没有松动,运转是否是正常的等等,只有保障设备的稳定性,才能更好地提升安全防护,降低人工操作,维护水利控制的整体安全在停放处的排列和布置,应保证任何一台机械的进出均不受其他机械的影响。应将机械的燃油控制杆置于怠速位置,各操纵杆置于空挡位置。电动机的保管。放掉电动机内的冷却水。更换新机油。新机油通常呈中性,不会腐蚀发动机的金属机件。燃油箱加满柴油,避免燃油箱生锈。如条件允许还应加入防腐剂。停机期间应每月启动一次发动机,使机械作短距离行驶,使各零件润滑处建立新的油膜,防止生锈。应注意:在启动前应注满冷却水,结束时应放尽冷却水。对机器的表面进行防锈处理。在存放启闭机前,应视外表面防锈漆漆皮脱落面积的大小来确定是用补漆的办法还是用整机重新喷漆的方法进行修补、卷扬机的工作装置,对其金属裸露处的防锈方法是涂抹黄油。
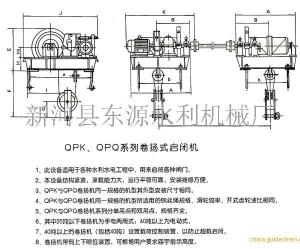
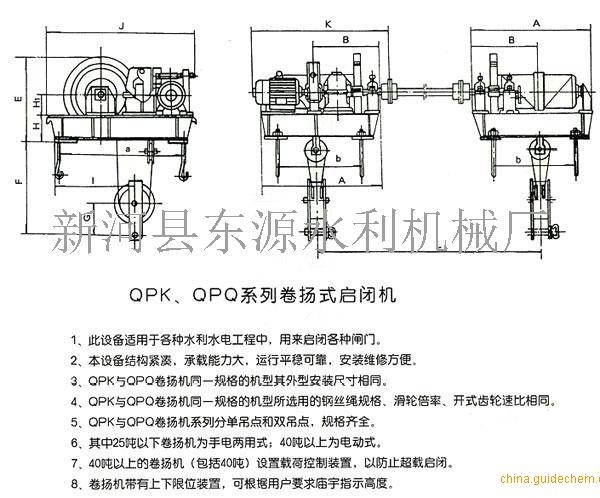
卷扬式启闭机安装:
机器安装质量的好坏,直接印象到机器的使用寿命,同时整个工程质量,如闸墩、门槽垂直质量,闸门安装质量、吊点正确位置等,对机器的使用,亦有着密切联系,故要求在启闭机安装前,首先详细检查各项工程质量,在保证闸门能顺利地升降无卡住现象时,才允许与启闭机连接,作正式试验运转。
卷扬启闭机按吊具移动的方向分为单向移动启闭机和双向移动启闭机。前者吊具仅沿坝面线左右移动;后者不仅沿坝轴线方向左右移动,而且也能上、下游方向移动。如果按移动架状况分为台车移动式启闭机与门形移动式启闭机(亦称门式启闭机、门式起重机)。注意:(前者主提升机构设置在底部装行走车轮的平面构架式台车上。后者的启闭机主提升机构设置在装有行走车轮的门形构架上。)
注意:(前者主提升机构设置在底部装行走车轮的平面构架式台车上。后者的启闭机主提升机构设置在装有行走车轮的门形构架上。) 卷扬启闭机单向移动式启闭机的主提升机构直接紧固在台车或门形构架的上平面上。而双向移动式启闭机的主提升机构设置在台车或门形构架上平面的小车上,小车沿轨道行走的方向与台车或门形构架的移动方向成垂直。通常也称双向移动式的台车或门形构架为大车架。台车式移动启闭机通常行走在闸门门槽顶部平面或平面以上的混凝土排架上,门式移动启闭机仅行走在闸门门槽顶部平面上。门式启闭机门架腿上有时也设回转式悬臂吊钩以便起吊其他设备,从而构成多用途门形移动式启闭机。
卷扬式启闭机上的开式齿轮副的小齿轮齿面硬度应不低于HB240,大齿轮齿面硬度应不低于HB190.。两者硬度差不小于HB30。中硬齿面和硬齿面齿轮,其齿面硬度应符合设计要求。开式齿轮副接触斑点在齿长方向累计应不小于50%,齿高方向累计应不小于40%。齿轮不准采用锉齿或打磨的方法来达到规定的接触面积。开工齿轮副侧隙可按齿轮副法向侧隙测量,开式齿轮副中心距小于500mm时,小法向侧隙应为0.3~0.6mm,中心距500~1000mm时,小法向侧隙应为0.4~0.8mm,中心距1000~2000mm时,小法向侧隙应为0.6~1.0mm。开式齿轮副中心距公差应不大于GB/T1800.3的IT9级。自行设计、制造的减速器。

为了保证卷筒壁后均匀,在加工前应注意检测其壁厚值是否超差,若偏差较大,可采用借中心的方法予以调整。为了保证卷筒内外圆的的同轴度,应在卷筒外圆加工完毕后,以外圆为基准镗出卷筒内孔。为了保证开式齿轮的啮合间隙,应特别注意卷筒凸外缘与大齿轮止口的公称尺寸,二者之间的公差不宜过大,避免啮合间隙一侧过大而另一侧过小,同时注意卷筒凸外缘端面与卷筒外圆的垂直度。这样才能保证大齿轮的外径与卷筒轴同心,从而在装配中保证开式齿轮副啮合间隙的一致性。
进行铣削时,动力头与铣刀盘的中心线垂直于待加工面,具体工艺可分为粗铣和精铣两道工序,粗铣后留1~2mm的加工余量,这样加工出来的机架无论是各加工面间的相对高度还是光洁度都有较好的保证。采用此办法加工所需要的时间比其它方法加工所需要的时间短,效果十分理想。2卷筒卷筒外形尺寸根据需要设定,简体壁厚根据外型尺寸而定,粗糙度Ra3.2,采用铸钢ZG270—500,分段铸造后焊接成一体。卷筒焊接成形后,对接焊缝应进行无损探伤检验,并进行高温退火热处理,消除应力,稳定组织,为保证筒体加工精度做好准备。加工时主要保证:①卷筒壁厚均匀,各处筒壁厚度差不超过8mm;②卷筒外圆与内轴孔同轴度不超过0.3mm;③卷筒与大齿轮连接的凸外缘与卷筒内孔的同轴度不超过0.3mm,垂直度不超过0.6mm。





